

联系我们

当前位置:
聊城 润星电力管材有限公司 >
廊坊本地热动态
【PE钢带增强螺旋波纹管】排水管质量检测
更新时间:2025-02-10 22:59:51 浏览次数:33 公司名称:聊城 润星电力管材有限公司
以下是:【PE钢带增强螺旋波纹管】排水管质量检测的产品参数
| 颜色 | 黑色 |
|---|---|
| 外观 | 波纹管 |
| 材料 | 高密度聚乙烯 |
| 定长 | 6米/支 |
| 规格 | 200-1200 |
| 环刚度 | 12.5KN |
| 连接方式 | 热收缩套 |
| 敷设方法 | 地埋 |
| 应用领域 | 市政排水 |
| 厂家 | 山东阳谷 |
| 价格 | 25.8 |
以下是:【PE钢带增强螺旋波纹管】排水管质量检测的图文视频

【PE钢带增强螺旋波纹管】排水管质量检测,润星电力管材有限公司为您提供【PE钢带增强螺旋波纹管】排水管质量检测产品案例,联系人:王经理,电话:15006359263、15006359263,QQ:292543758,发货地:聊城塑料管材产业园发货到河北省 廊坊市 安次区、广阳区、固安县、永清县、香河县、大城县、文安县、霸州市、三河市。 河北省,廊坊市 廊坊市位于华北平原中东部,北起燕山南麓丘陵地区,南抵黑龙港流域,大部分为凹陷地区。廊坊市地处中纬度地带,属暖温带大陆性季风气候,四季分明。廊坊市地处海河流域中下游,素有“九河下梢”之称。廊坊地处北京、天津和雄安新区“黄金三角”核心腹地,是以北京为核心的城市群重要节点城市,素有“京津走廊明珠”之称。主城区距北京城区40千米、距天津城区60千米、距雄安新区80千米,距首都国际机场和天津滨海国际机场70千米,距天津港100千米,紧邻北京大兴国际机场,是一小时车距内坐拥有三个国际机场、一个特大港口资源的城市。廊坊地域曾涌现出西晋文学家张华、唐代诗人王之涣、北宋名相吕端、宋代文学家苏洵、元代名相史天泽、明代农民起义刘六、刘七等人物。2023年,被评为三线城市。
【PE钢带增强螺旋波纹管】排水管质量检测视频已经精心制作完成,它将以全新的方式展现产品的独特魅力,让您为之倾倒。
以下是:【PE钢带增强螺旋波纹管】排水管质量检测的图文介绍

HDPE钢带增强螺旋波纹管道基础采用土弧基础时,应符合下列规定:对一般土质,应在管底以下原状土地基或经回填夯实的地基上铺设一层厚度为100mm的中粗砂基础层。当地基土质较差时,可采用铺垫厚度不小于200mm的砂砾基础层,也可分二层铺设,下层用粒径为5~32mm的碎石,厚度100~150mm,上层铺中粗砂,厚度不小于50mm的规定。对软土地基,当基础承载力小于设计要求或由于施工期降水等原因,地基原状土被扰动而影响地基承载能力时,必须先对地基进行加固处理,在达到规定的地基承载力后,再铺设中粗砂基础层。对由于管道荷载、地层土质变化等因素可能产生管道纵向局部不均匀沉降时,应在管道敷设前对地基进行加固处理。钢带增强聚乙烯(PE)螺旋波纹管主要有三种连接方法:热熔套挤出焊接、热收缩管(带)连接、电热熔带焊接和卡箍连接。重要的工程可以采取两种连接方法组合连接,都要有较成熟的连接结构和连接件产品及施工技术。这里主要介绍三种常用的连接方法。
热熔挤出焊接是采用专用热风出焊接工具,先将管材被连接两端加热,焊枪挤出熔融的聚乙烯料,把连接缝两端的聚乙烯材料融成一体的连接方法。这是把聚乙烯材料熔融成整体的连接方式,属刚性连接。热收缩管(带)连接是采用纤维增强聚乙烯热收缩带做内层,热收缩管做外层,热收缩管内表面涂有热熔胶,经加热后与相邻管端贴合紧箍连成一体的连接方法。
电热熔带焊接是利用镶嵌在连接外接触面的电热元件通电后产生的高温连接方法,属刚性连接。电热熔带焊接结构:它是采用一条内壁镶嵌有电阻丝的聚乙烯电熔带、紧贴在两端连接端的外表面,再用耐热带紧固,同时在接口处管端内壁可用拆卸的工具支撑牢固后,再用电热熔焊机电阻丝供电,电阻丝发热融膨胀形成压力。界面两边的聚乙烯互相扩散,关闭电源,待充分冷却固化形成可靠连接。不锈钢卡箍连接是采用机械紧固的方法将相邻两端连成一体的连接方法。连接结构由三层构成,内层薄壁橡胶套,紧套在管端起密封作用;中间层为一定厚度的具有良好弹性的发泡橡胶板,起填充作用,外层为不锈钢钢箍。
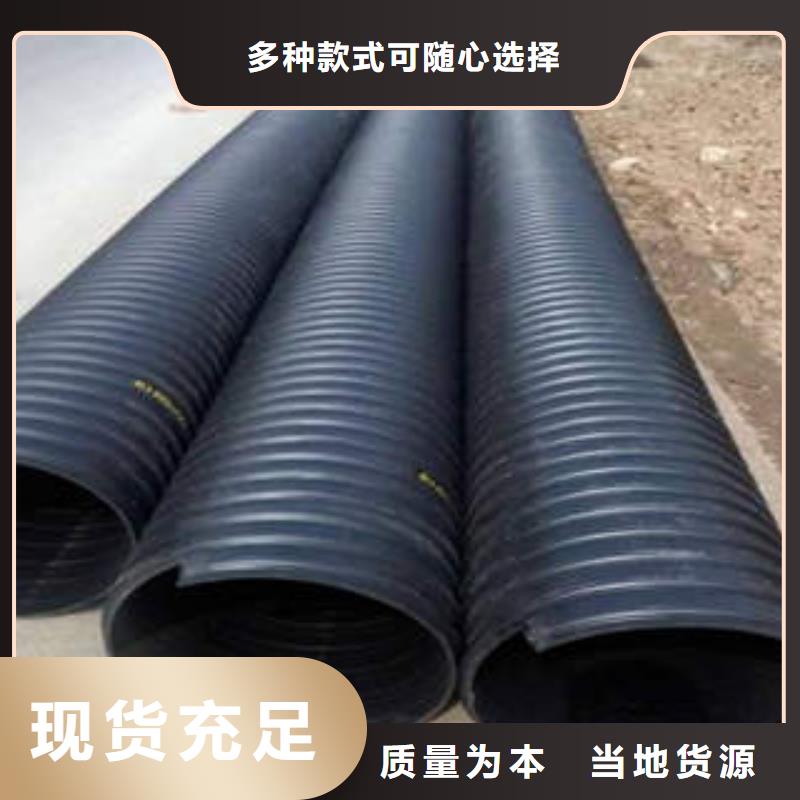
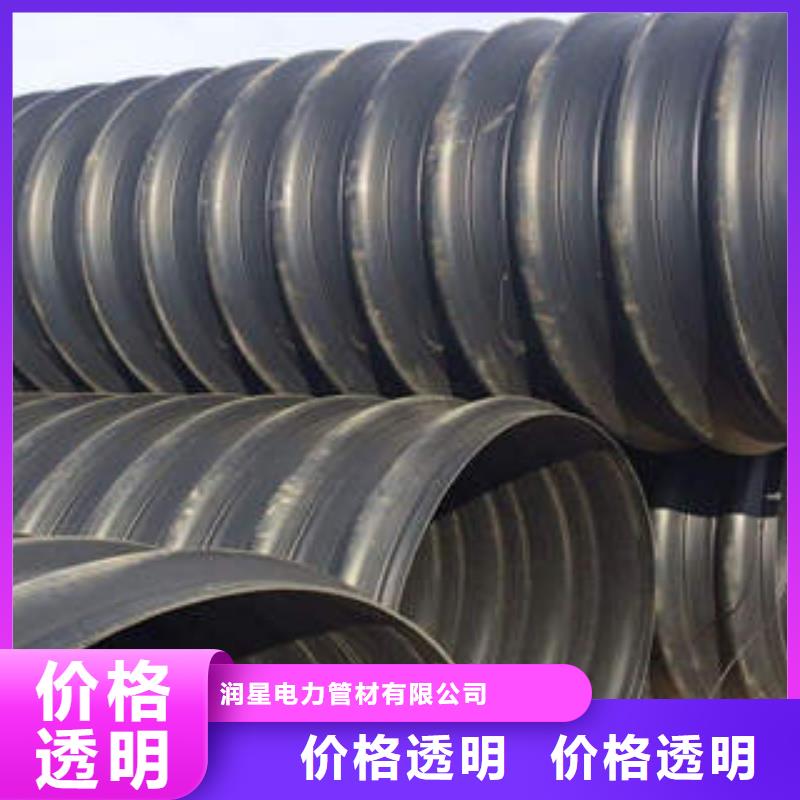
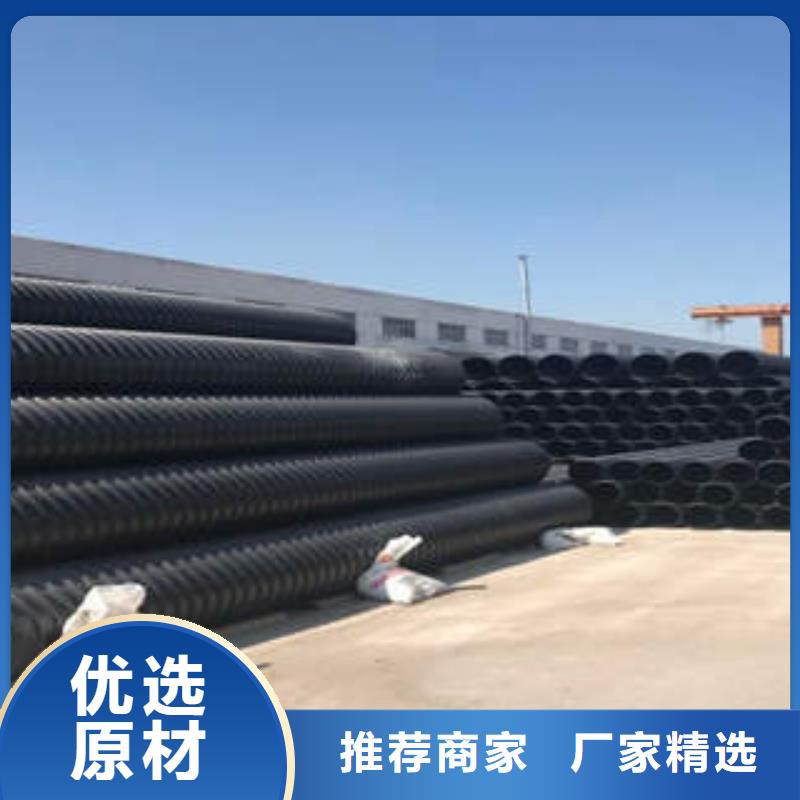
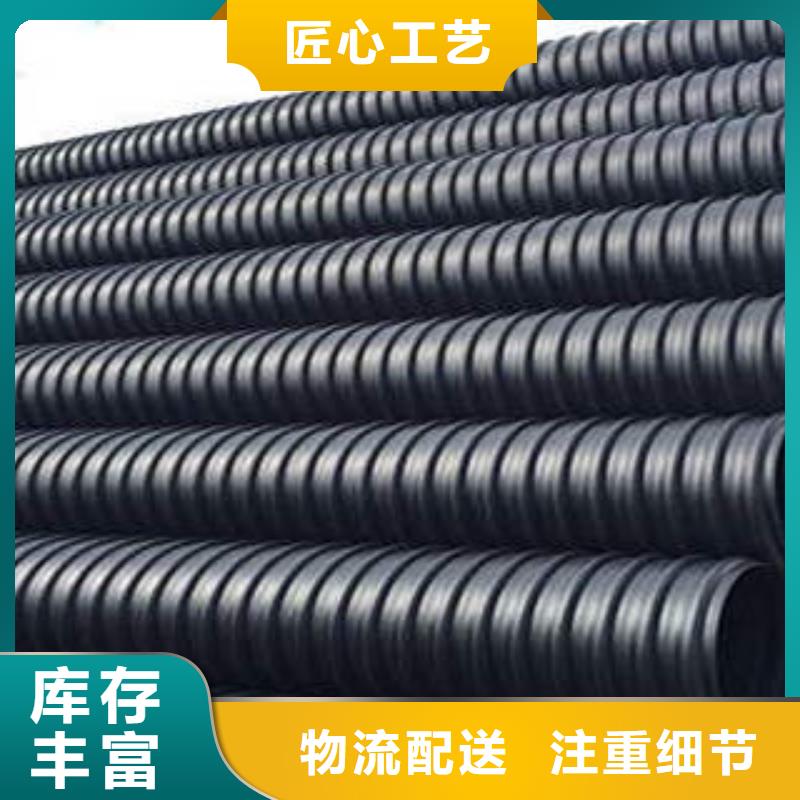
通过不锈钢钢箍上紧固螺栓的紧固力压紧内层橡胶套达到密封作用,发泡橡胶板的主要作用是将不锈钢钢箍的金箍压力均匀的传递到内层密封橡胶板上,从而了管段表面不平整、肋片高度不均匀及椭圆度等因素对密封性能的影响。该链接方法是用于管径小于或等于1200mm的聚乙烯钢带增强螺旋波纹管。HDPE钢带增强螺旋波纹管简称钢带管,是采用高密度聚乙烯和钢带为原料,通过热挤塑钢成型的新型管材。它除了具有普通塑钢管所具有的耐腐蚀性好、内壁光滑、流动阻力小等特点以外,还采用了特殊的钢带“U”字形结构,具有优异的高刚度、高强度和良好的韧性,及重量轻、耐冲击性强、不易破损等特点。
热熔挤出焊接是采用专用热风出焊接工具,先将管材被连接两端加热,焊枪挤出熔融的聚乙烯料,把连接缝两端的聚乙烯材料融成一体的连接方法。这是把聚乙烯材料熔融成整体的连接方式,属刚性连接。热收缩管(带)连接是采用纤维增强聚乙烯热收缩带做内层,热收缩管做外层,热收缩管内表面涂有热熔胶,经加热后与相邻管端贴合紧箍连成一体的连接方法。
电热熔带焊接是利用镶嵌在连接外接触面的电热元件通电后产生的高温连接方法,属刚性连接。电热熔带焊接结构:它是采用一条内壁镶嵌有电阻丝的聚乙烯电熔带、紧贴在两端连接端的外表面,再用耐热带紧固,同时在接口处管端内壁可用拆卸的工具支撑牢固后,再用电热熔焊机电阻丝供电,电阻丝发热融膨胀形成压力。界面两边的聚乙烯互相扩散,关闭电源,待充分冷却固化形成可靠连接。不锈钢卡箍连接是采用机械紧固的方法将相邻两端连成一体的连接方法。连接结构由三层构成,内层薄壁橡胶套,紧套在管端起密封作用;中间层为一定厚度的具有良好弹性的发泡橡胶板,起填充作用,外层为不锈钢钢箍。
通过不锈钢钢箍上紧固螺栓的紧固力压紧内层橡胶套达到密封作用,发泡橡胶板的主要作用是将不锈钢钢箍的金箍压力均匀的传递到内层密封橡胶板上,从而了管段表面不平整、肋片高度不均匀及椭圆度等因素对密封性能的影响。该链接方法是用于管径小于或等于1200mm的聚乙烯钢带增强螺旋波纹管。HDPE钢带增强螺旋波纹管简称钢带管,是采用高密度聚乙烯和钢带为原料,通过热挤塑钢成型的新型管材。它除了具有普通塑钢管所具有的耐腐蚀性好、内壁光滑、流动阻力小等特点以外,还采用了特殊的钢带“U”字形结构,具有优异的高刚度、高强度和良好的韧性,及重量轻、耐冲击性强、不易破损等特点。


钢带增强螺旋波纹管材是以高密度聚乙烯为原料的一种新型轻质管材,具有重量轻、耐高压、韧性好、施工快、寿命长等特点,其优异的管壁结构设计,与其他结构的管壁相比,成本大大降低,并且由于连接方便,可靠,在国内外得到广泛应用,大量替代混凝土管和铸铁管。下面,就来给大家谈谈HDPE钢带增强螺旋波纹管施工与检查井连接的具体方法。应仔细检查在装卸运输堆放过程中有无损伤,如发现破损裂口、变形等缺陷管材,应及时剔除。宜采用柔性填料密封的柔性接头,具体构造按设计要求进行。沟槽槽底净宽宜按HDPE钢带增强螺旋波纹管外径加0.6m采用;沟槽开挖时应做好排水措施,防止槽底受水浸泡;钢带增强螺旋波纹管基础必须采用砂砾垫层,对一般土质地基,厚度为0.1m;对软土地基。
厚度不小于0.2m,具体做法按设计要求;基础应夯实,表面要平整。HDPE波纹管基础的接口部位应预留凹槽以便接口操作。凹槽长度宜为0.4m-0.6m,深度宜为0.05m-0.1m,宽度宜为管材外径的1.1倍。槽深不大时,可由人工抬管入槽,槽深大于3m时,可用非金属绳溜管入槽。严禁用金属绳索勾住HDPE钢带增强螺旋波纹管两端管口或将钢带增强螺旋波纹管管材自槽边翻滚入槽内。橡胶圈安装位置应在插口第二与第三波纹之间槽内,安装密封圈的数量视设计要求而定,当采用两只密封圈时建议两密封圈之间隔一个波纹;接口前应先将钢带增强螺旋波纹管承口插口内外表面清理干净,在插口套入密封圈,并在承口内工作面和橡胶圈表面涂上润滑剂(一般用肥皂水即可)。
插入方向为水流方向,接口完成后,随即用相同土质把预留凹槽处填筑密实;承插口管安装应将插口顺水流方向,承口逆水流方向,HDPE钢带增强螺旋波纹管管道应直线敷设,相邻两节管道轴线的允许转角一般不得大于2度。为防止接口合拢时已排设的钢带增强螺旋波纹管管道轴线位置移动,须采用稳管措施。可采用编织袋内灌满砂,封口后压在已排设钢带增强螺旋波纹管管道的顶部,其数量视管径大小而异。管道接口后,应复核管底深度和轴线,使其符合要求,如出现位移、悬浮、拔口现象,应返工处理。腋角部位(2d角范围内)先应用中砂、粗砂填实;基础部位开始到HDPE钢带增强螺旋波纹管管顶槽以上0.7m范围内,必须采用人工回填;钢带增强螺旋波纹管顶0.7m以上可采用机械从管道轴线两侧。同时回填;槽边各部位所用回填土质, 压实度(%)应按设计要求或按CECS2001技术规程要求。
出机是在螺杆作用下将熔融塑料通过固定形状的挤出口挤出,在牵引机作用下经水冷定型后切割.主要用于各种相同截面产品的大量持续生产,如管﹨棒﹨异型材等,钢带增强螺旋波纹管生产线,也可用于塑料改性造粒.挤出的基本机理很简单——一个螺杆在筒体中转动并把塑料向前推动。螺杆实际上是一个斜面或者斜坡,缠绕在中心层上。其目的是增加压力以便克服较大的阻力。就一台挤出机而言,有3种阻力需要克服:固体颗粒(进料)对筒壁的摩擦力和螺杆转动前几圈时(进料区)它们之间的相互摩擦力;熔体在筒壁上的附着力;熔体被向前推动时其内部的物流阻力。挤压系统挤压系统包括螺杆、机筒、料斗、机头、和模具,塑料通过挤压系统而塑化成均匀的熔体,钢带增强螺旋波纹管生产线报价。
厚度不小于0.2m,具体做法按设计要求;基础应夯实,表面要平整。HDPE波纹管基础的接口部位应预留凹槽以便接口操作。凹槽长度宜为0.4m-0.6m,深度宜为0.05m-0.1m,宽度宜为管材外径的1.1倍。槽深不大时,可由人工抬管入槽,槽深大于3m时,可用非金属绳溜管入槽。严禁用金属绳索勾住HDPE钢带增强螺旋波纹管两端管口或将钢带增强螺旋波纹管管材自槽边翻滚入槽内。橡胶圈安装位置应在插口第二与第三波纹之间槽内,安装密封圈的数量视设计要求而定,当采用两只密封圈时建议两密封圈之间隔一个波纹;接口前应先将钢带增强螺旋波纹管承口插口内外表面清理干净,在插口套入密封圈,并在承口内工作面和橡胶圈表面涂上润滑剂(一般用肥皂水即可)。
插入方向为水流方向,接口完成后,随即用相同土质把预留凹槽处填筑密实;承插口管安装应将插口顺水流方向,承口逆水流方向,HDPE钢带增强螺旋波纹管管道应直线敷设,相邻两节管道轴线的允许转角一般不得大于2度。为防止接口合拢时已排设的钢带增强螺旋波纹管管道轴线位置移动,须采用稳管措施。可采用编织袋内灌满砂,封口后压在已排设钢带增强螺旋波纹管管道的顶部,其数量视管径大小而异。管道接口后,应复核管底深度和轴线,使其符合要求,如出现位移、悬浮、拔口现象,应返工处理。腋角部位(2d角范围内)先应用中砂、粗砂填实;基础部位开始到HDPE钢带增强螺旋波纹管管顶槽以上0.7m范围内,必须采用人工回填;钢带增强螺旋波纹管顶0.7m以上可采用机械从管道轴线两侧。同时回填;槽边各部位所用回填土质, 压实度(%)应按设计要求或按CECS2001技术规程要求。
出机是在螺杆作用下将熔融塑料通过固定形状的挤出口挤出,在牵引机作用下经水冷定型后切割.主要用于各种相同截面产品的大量持续生产,如管﹨棒﹨异型材等,钢带增强螺旋波纹管生产线,也可用于塑料改性造粒.挤出的基本机理很简单——一个螺杆在筒体中转动并把塑料向前推动。螺杆实际上是一个斜面或者斜坡,缠绕在中心层上。其目的是增加压力以便克服较大的阻力。就一台挤出机而言,有3种阻力需要克服:固体颗粒(进料)对筒壁的摩擦力和螺杆转动前几圈时(进料区)它们之间的相互摩擦力;熔体在筒壁上的附着力;熔体被向前推动时其内部的物流阻力。挤压系统挤压系统包括螺杆、机筒、料斗、机头、和模具,塑料通过挤压系统而塑化成均匀的熔体,钢带增强螺旋波纹管生产线报价。



多年来,润星电力管材有限公司始终坚持“人无我有,人有我优,人优我精”的经营策略,秉承“以 河北廊坊电力管市场为准则,以新创科技为先导” “以德做人、以诚做事”,的经营理念,扎实地走科研与生产相结合的道路。
始终坚持以品质加诚信求生存,向客户提供货真价实的 河北廊坊电力管产品。我公司将热诚欢迎您来本厂参观考察指导。



选购【PE钢带增强螺旋波纹管】排水管质量检测来河北省廊坊市找润星电力管材有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:王经理-15006359263,{QQ:292543758},地址:[塑料管材产业园]。